DZ600 / 2SB Double Chamber Vacuum Packing Machine
The Double Chamber Vacuum Packer is a powerful industrial vacuum sealing machine designed for commercial food packaging, airtight preservation, and continuous vacuum packaging applications.
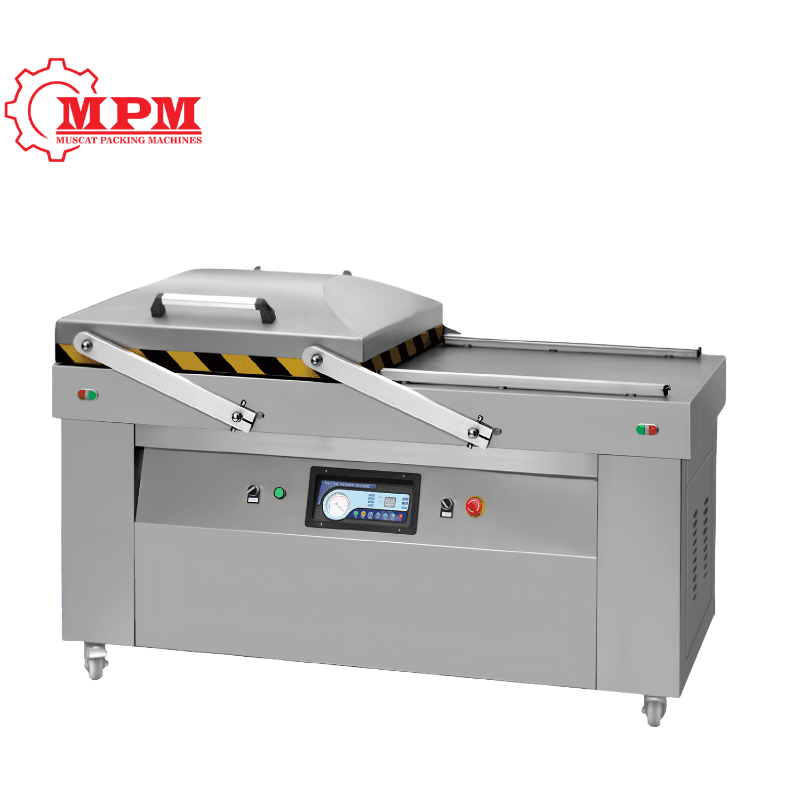
Double Chamber Vacuum Packer
The Double Chamber Vacuum Packer is an advanced industrial vacuum sealing system designed for high-efficiency commercial packaging applications. Built with powerful vacuum technology, durable stainless steel construction, and a heavy-duty dual chamber structure, this machine provides professional vacuum packaging performance for food factories, seafood processing facilities, meat packaging industries, restaurants, and commercial production environments.
The Double Chamber Vacuum Packer is widely used for packaging meat, seafood, fish, sausage, cheese, vegetables, fruits, beans, frozen foods, cooked meals, and industrial products requiring airtight vacuum sealing. By removing air from packaging bags before sealing, the machine helps protect products from oxidation, moisture, contamination, and bacterial growth while significantly extending product shelf life.
Designed for industrial continuous operation, the Double Chamber Vacuum Packer features a dual chamber system that increases production efficiency and minimizes packaging downtime. While one chamber performs vacuum sealing, operators can simultaneously prepare products in the second chamber, improving workflow and production speed.
Why Choose the Double Chamber Vacuum Packer?
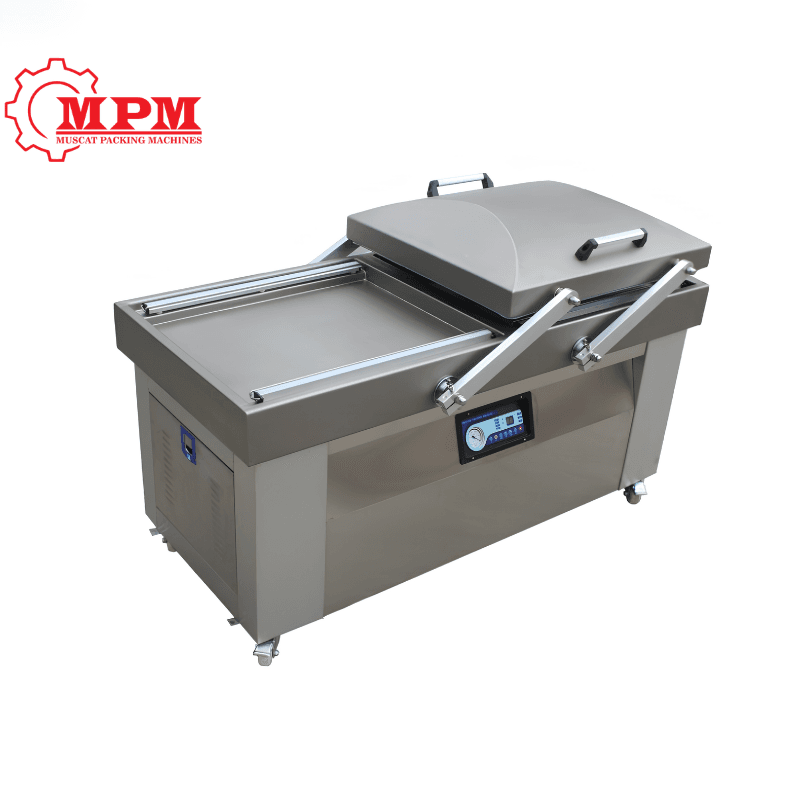
The Double Chamber Vacuum Packer is engineered for businesses that require reliable vacuum packaging performance and long-term industrial durability. Manufactured using premium food-grade 304 stainless steel for the machine body and reinforced painted steel for the inner frame, the machine provides excellent corrosion resistance, hygienic operation, and stable industrial performance.
Its flat work table design simplifies packaging operations and allows easy cleaning after production cycles. The deep vacuum chamber supports packaging of larger products while maintaining consistent vacuum pressure and sealing quality.
The Double Chamber Vacuum Packer is equipped with three powerful XD20m³/h vacuum pumps that provide strong vacuum pressure and efficient air extraction for professional airtight sealing performance. This high-performance vacuum system improves packaging quality and supports stable operation in demanding industrial production environments.
Features of Double Chamber Vacuum Packer
Industrial Double Chamber System
The Double Chamber Vacuum Packer supports continuous packaging operations using dual vacuum chambers for higher industrial productivity.
Powerful Vacuum Sealing Technology
Advanced vacuum system removes air efficiently to improve product preservation and packaging quality.
Heavy Duty 304 Stainless Steel Construction
Manufactured using food-grade stainless steel for hygienic operation and long-lasting industrial durability.
Triple Industrial Vacuum Pumps
Equipped with XD20m³/h × 3 vacuum pumps for stable vacuum pressure and reliable sealing performance.
Flat Work Table Design
The flat work table simplifies product positioning, operation, and cleaning procedures.
Professional Airtight Sealing
The machine creates strong and consistent airtight seals to protect products during storage and transportation.
Industrial Packaging Performance
Supports commercial food production environments requiring stable and continuous packaging operation.
Easy Operation & Maintenance
User-friendly operation system allows efficient packaging with simple maintenance procedures.
Applications of Double Chamber Vacuum Packer
The Double Chamber Vacuum Packer is widely used in:
- Food processing factories
- Seafood packaging facilities
- Meat packaging industries
- Restaurants and hotels
- Frozen food production
- Commercial kitchens
- Agricultural product packaging
- Industrial vacuum packaging applications
Benefits of Double Chamber Vacuum Packer
- Extended product shelf life
- Reduced oxidation and moisture
- Professional airtight packaging quality
- Improved industrial productivity
- Heavy-duty industrial durability
- Efficient continuous packaging workflow
- Easy cleaning and maintenance
- Reliable commercial vacuum sealing performance
With its industrial dual chamber system, powerful vacuum pumps, stainless steel construction, and reliable airtight sealing technology, the Double Chamber Vacuum Packer is an ideal solution for modern food processing and industrial packaging businesses seeking professional vacuum packaging performance.
Technical Specifications
| Specification | DZ-600/2SB |
|---|---|
| Machine Material | 304 Stainless Steel Body with Painted Steel Inner Frame |
| Work Table | Flat Work Table |
| Chamber Depth | 100 mm Deep Chamber |
| Seal Length | 600 mm |
| Seal Number | 2 pcs |
| Seal Distance | 518 mm |
| Vacuum Pump | XD20m³/h × 3 pcs |
| Voltage | 380V / 50Hz / 2.2KW |
| Packaging Capacity | 1–3 cycles/min |
| Overall Dimensions | 1415 × 780 × 950 mm |
Explore more related solutions in our
Vacuum Packaging Machines category, including chamber vacuum sealers and industrial food packaging systems.